<fieldset id="480ue"></fieldset>

濟南市鴻慷機電設備有限公司位于交通便利的泉城濟南,是全球生產滾動軸承和直線運動產品的領導企業---德國舍弗勒集團在山東的授權代理商。公司專營舍弗勒集團旗下兩大品牌INA軸承和FAG軸承,是一家順應經濟發展需要而誕生的專業化新型高端軸承公司。多年來一直從事軸承的銷售和售后技術支持,在機械行業技術方面有著非常豐富的經驗,今天濟南鴻慷機電進口軸承專家為大家介紹一下立式車床工作臺主軸軸承配置研究。
摘要: 分析了立式車床工作臺直徑從1 000 mm 到5 000 mm 主軸軸承配置結構特點,得出新型工作臺主軸軸承結構能夠達到高精度加工。設計者可以根據實際的加工狀況選擇不同的主軸配置形式。
工廠自動化進程發展加快及大型水電、核電的開發,使立車應用的范圍越來越廣,并且立車規格在增多,承載能力在加大,立車的精度尤其是工作臺的回轉精度在提高,大規格立車工作臺直徑達25 m 以上,工作臺不但要求能很好地承受工件重量,還要保證在此載荷下的回轉精度,以及高抗傾覆能力和較高的轉速等。而限制立車向前發展的關鍵問題就是工作臺主軸軸承的制造與配置問題。為便于研究,本文將研究立車工作臺直徑范圍定在1 000 mm 到5 000 mm之間,這個范圍的立車也是傳統意義上的立車。
1、常規立車工作臺軸承配置
立車工作臺軸承配置中,常規的軸承類型大致分為以下幾種:
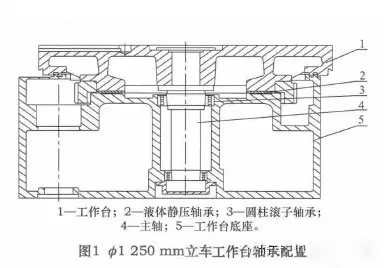
(1) 靜壓軸承和圓柱滾子軸承
如圖1 所示為1 250 mm 立車工作臺軸承配置,此工作臺軸承配置為經典結構,此種配置在1 000 mm ~5 000 mm立車工作臺主軸都能夠找到其蹤影。靜壓軸承承受軸向負荷,是靠潤滑泵將壓力油送到軸承間隙中,強制形成潤滑油膜,從而實現液體潤滑的滑動軸承,由潤滑油的靜壓力平衡外部軸向載荷。圓柱滾子軸承承受徑向負荷。這種軸承具有油膜剛度大和能抑制油膜震蕩等優點。但是該類設計也有不足之處,由于靜壓軸承必須附帶一套專用的供油系統來供給壓力油,維護比較復雜而且成本也較高。
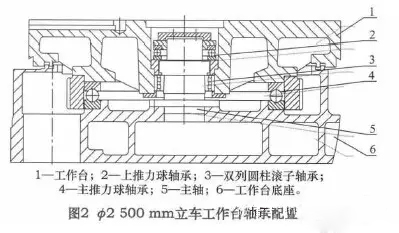
(2) 推力球軸承和圓柱滾子軸承
推力球軸承主要承受一定的軸向力,所以該軸承用于承受軸向負荷; 而圓柱滾子軸承主要用于承受徑向負荷,工作臺預緊采用一套推力球軸承。預緊軸承可以提高工作臺的剛性,當加工工件不對稱或質量重心不在回轉中心時,與液體靜壓軸承相比,可以減小工作臺傾覆。該軸承的配置應用也相當廣泛,并且成本相對較低。圖2 示為2 500 mm 立車工作臺軸承配置,此種配置在2500 mm 及以上的立車工作臺主軸采用。
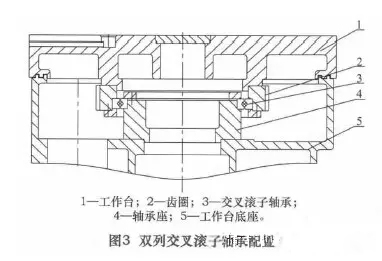
(3) 交叉圓柱滾子軸承
圖3 工作臺軸承配置采用雙列交叉滾子軸承,臺灣的立車生產廠家廣泛使用此軸承配置。雙列交叉滾子軸承只占一列滾柱軸承的空間,占據空間小,而且其力作用點在回轉軸線向兩端延長,與圖1 結構相比作用點距離并不縮減,工作臺具有抗顛覆力矩。采用雙列交叉滾子軸承可以降低工作臺的高度,操作更加方便。
2、新型工作臺主軸軸承配置結構
立車工作臺回轉精度按目前國家標準規定:在1 000 mm 直徑內,工作臺面的端面跳動0. 01 mm,直徑每增加1 000 mm 其允差值增加0. 01 mm。在1 000 mm 直徑內,工作臺的徑向圓跳動0. 01 mm,直徑每增加1 000 mm 其允差值增加0. 01 mm。滿足上述精度的立車在一般制造業應用廣泛。但在高端制造業對立車加工工件精度要求提高,如加工
直徑1 250 mm 的數控立車,當要求端面跳動及徑向圓跳動均小于0. 006 mm 時,采用圖1、圖2 結構的立車很難滿足要求。采用圖3 結構,工作臺端面和徑向跳動幾乎完全取決于交叉滾子軸承,對軸承精度要求很高,一般要用到USP 級軸承,屬于超精密級,超過ISO 等級2 級精度,定制該等級軸承周期長,價格昂貴。
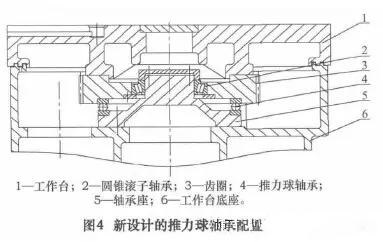
圖 4 所示工作臺主軸結構是我公司根據幾十年的立車設計經驗及現有的加工手段和檢測方法設計的,并應用到我公司生產的CK5112ATC 數控立車上,同時此結構也已獲國家發明專利( 專利號: CN101716728 A) 。該主軸軸承配置是采用一套推力球軸承承受軸向力,采用一套圓錐滾子軸承承受徑向力,并通過施加預緊力提高工作臺的剛性和抗傾覆力矩。此種配置在1 000 mm及以上的立車工作臺主軸均可采用這種軸承結構。
采用該結構制造出的立車工作臺回轉精度: 端面跳動/徑向圓跳動均小于0.006 mm。滿足高精度加工的要求。
2.1 成本低
該工作臺主軸結構所用軸承與相當規格的圖1 和圖2 中的所用的軸承相比價格低,與相當規格的圖3中所用的軸承價格相比偏低1 /5 ~ 1 /3,若選用進口軸承,則價格相比價格是國內的的7 ~ 10 倍。
2.2 影響軸承安裝精度的零件少
該工作臺主軸結構最大特點是將安裝軸承的軸承座與工作臺底座分離出來,承受徑向負載和軸向負載的兩套軸承裝在同一個軸承座上,使軸承的安裝基準能夠統一,軸承座以一個大平面與工作臺底座安裝在一起; 兩套軸承的動圈也安裝在同一零件齒圈3 上,工作臺安裝在齒圈3 上,這種結構與軸承安裝相關聯零件只有兩個。而上述常規軸承配置安裝部位有3 個以上主要零件且工作臺底座和工作臺都是大件,不容易做到精密加工。
2.3 安裝軸承的零件本身精度高
圖1、圖2 所示工作臺主軸結構精度不高的原因主要有:
(1) 軸承安裝面因受零件形狀及重量限制,尤其是工作臺底座,很難在磨床上加工。
(2) 圖1 工作臺主軸與圓臺組合安裝,圖2 工作臺主軸與底座組合安裝,因兩個零件是分別加工,即便主軸最后一道工序是用磨床加工,承受軸向負載軸承安裝面和承受徑向負載回轉中心的垂直度也很難做到小于0. 01 mm。
(3) 軸承安裝面本身平面度做到小于0. 01 mm 也是很難的。
圖4 所示工作臺主軸結構的軸承座相對工作臺底座體積小且重量輕,可以用精密立式磨床對其加工,齒圈上軸承安裝面也同樣也可在立式磨床加工。用立式磨床加工的軸承座,其徑向軸承安裝面的圓度、軸向軸
承座安裝面的端跳、兩個安裝面的垂直度等幾何形位
精度都可做到0. 005 mm 以內。
2.4 安裝檢測方便
圖1、圖2、圖3 所示工作臺由于受其結構所限,只能在機床全部裝配結束、自車完工作臺臺面之后檢驗回轉精度,如檢驗不合格還須將工作臺拆開、檢查原因,再重新裝配。圖4 所示的結構裝配時可根據軸承座精度檢測單和軸承套圈檢測單進行安裝軸承、調整精度,回轉部分組裝好后,不裝工作臺即可對主軸回轉精度進行檢測。
圖1、圖2 所示結構無法看到軸承工作運轉情況,圖4 所示結構拆掉工作臺就看到軸承工作運轉情況,安裝檢測方便。
2.5 工作臺熱變形小、剛性好、回轉精度高該工作臺結構易潤滑,只要打開工作臺中間蓋板就能觀察到軸承的潤滑情況,通過油冷卻可將工作臺運轉產生的熱量降低,減小工作臺熱變形; 主軸回轉軸承內徑相對較大,圓錐滾子作用點沿軸向外延,增加了作用點之間的距離; 通過壓蓋對工作臺圓錐滾子軸承和推力球軸承同時預緊,兩套軸承都是負游隙安裝,因而,工作臺的剛性高,同時回轉精度也得到提高。
3、結語
本文分析了立式車床工作臺主軸軸承不同的配方式及其各自的特點,重點介紹了一種新型工作臺主軸軸承配置結構,為設計者提供了更多的選擇。
如果您對山東進口軸承、FAG軸承、INA軸承感興趣或者有疑問的話,請點擊聯系我們網頁右側的在線客服,或致電:400-086-9890,山東進口軸承供應商——您全程貼心的采購顧問。
——責任編輯:濟南鴻慷機電設備公司01銷售顧問
版權所有www.lianzhicaiwu.com(濟南鴻慷)轉載請注明出處